如若轉載,請注明出處:http://www.szlec.cn/product/55.html
更新時間:2026-03-07 09:10:51
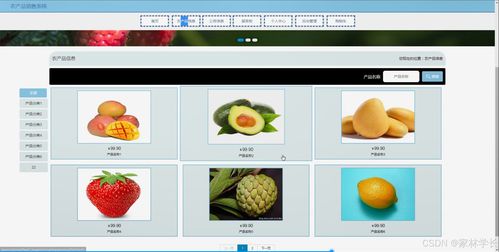
基于Java與Vue的計算機專業畢業設計 程序設計基礎教學網站開發
無線鼠標 連接個人與計算的精巧橋梁
VRPlatform中文官方版 開啟電腦圖文設計新紀元
Filco圣手二代104雙模機械鍵盤評測 設計之選與筆記本絕配
告別俗氣 PPT標題設計的電腦圖文藝術升級
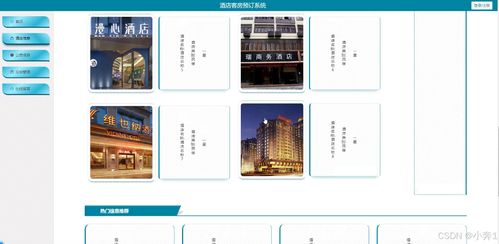
springboot vue酒店客房預訂系統 計算機畢業設計
基于SpringBoot的醫院掛號管理系統設計與實現
基于SpringBoot的校園洗衣店管理系統 一站式解決方案與源碼共享
普耐爾雙核Momo11極速版平板電腦網絡性能深度測試與圖文設計體驗報告
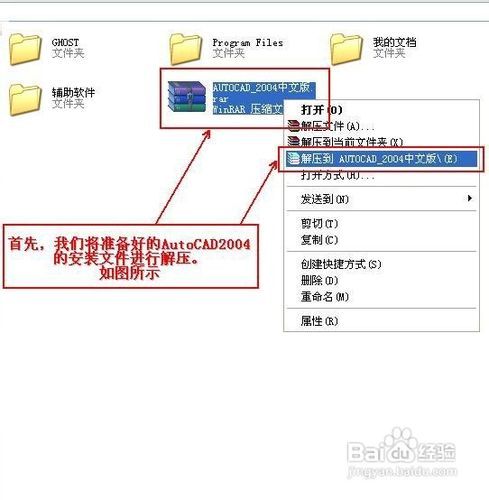
AutoCAD 2004 安裝圖文教程 從零開始輕松上手電腦圖文設計
電話:18910815187
地址:北京市通州區潞苑南大街甲560號B區102-D20
Copyright © 2026 www.szlec.cn 電腦圖文設計 北京叮咚互動信息技術有限公司 電腦圖文設計 版權所有 Sitemap